PIFF (proactive interburden forced fracturing) trials at Grosvenor Mine to mitigate the floor gas and floor heave events in MG 104 and MG 105.
Has anyone heard of PIF(proactive interburden forced fracturing)?
I had not till several days ago.
PIF(proactive interburden forced fracturing) has not been mentioned by anyone that I can recall at the Grosvenor Mine Inquiry.
Why Not?
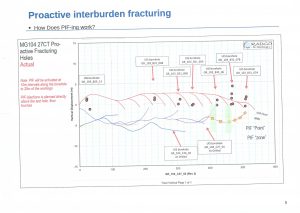
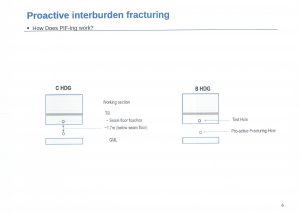
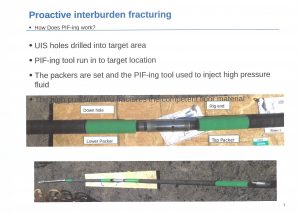
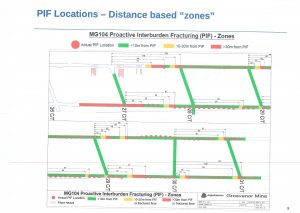
It appears from this Anglo Grosvenor Presentation, that there were trials to mitigate the floor gas and floor heave events in mg 104 and mg105 using PIF. (The 11 page presentation is attached further down this post)
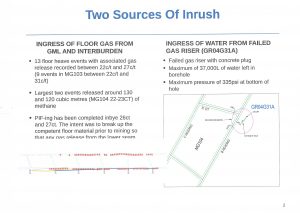
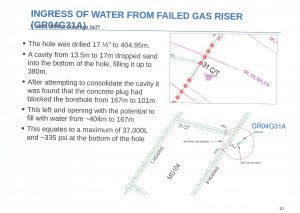
Page 2 of the presentation notes there were 13 “floor heave” methane inrushes, 9 in MG 103 and 4 in MG 104 development inbye 22 cut-through, the largest of which released between 120 and 130 m3 of methane
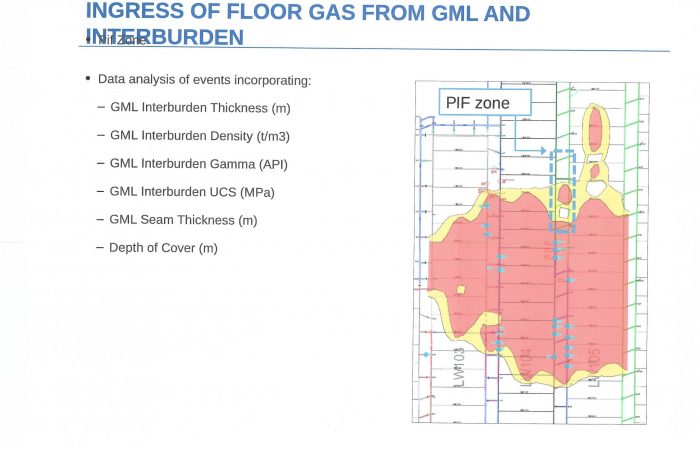
I point out that this program appears to be specific to controlling methane coming from the floor via inrush/outburst in development headings only.
Due to how impervious to gas flow the floor seams are this PIF program would have no effect on the in situ gas content of the floor seams under the actual longwall face area.
In Paragraph 16 of injured miner-worker Wayne Sellars Statement tendered at the Grosvenor Inquiry on the 7th April and Mr Sellars subsequently gave evidence to; makes reference to methane bubbling out of the floor for the two thirds of the face.
He goes on to explain how Methane from Floor Blowers are the principal reason for sensors on the shearer tripping and stopping cutting not methane emissions from the goaf.
Mr Sellars also testified how the methane bubbling from the floor was worse around the fault area on the face
I recall there was methane coming up through the floor, it was pretty much a constant bubbling out of the floor along the longwall face for about two thirds of the face. The maingate end wasn’t too bad, but around the faulted area we had a number of trips on the shearer due to floor gas. There were times when the sensors in the cutting drums stopped the shearer cutting.
We understood that was because of methane coming out of the floor at those times. When that happened, we would have to wait for the methane to clear before we could start the shearer back up. This mainly occurred around the tailgate end. Through the faulted area wasn’t so bad because we were so far into the stone because of the throw of the fault, it was when we got to the tailgate side of the fault that we started to get a few trips on the drum.